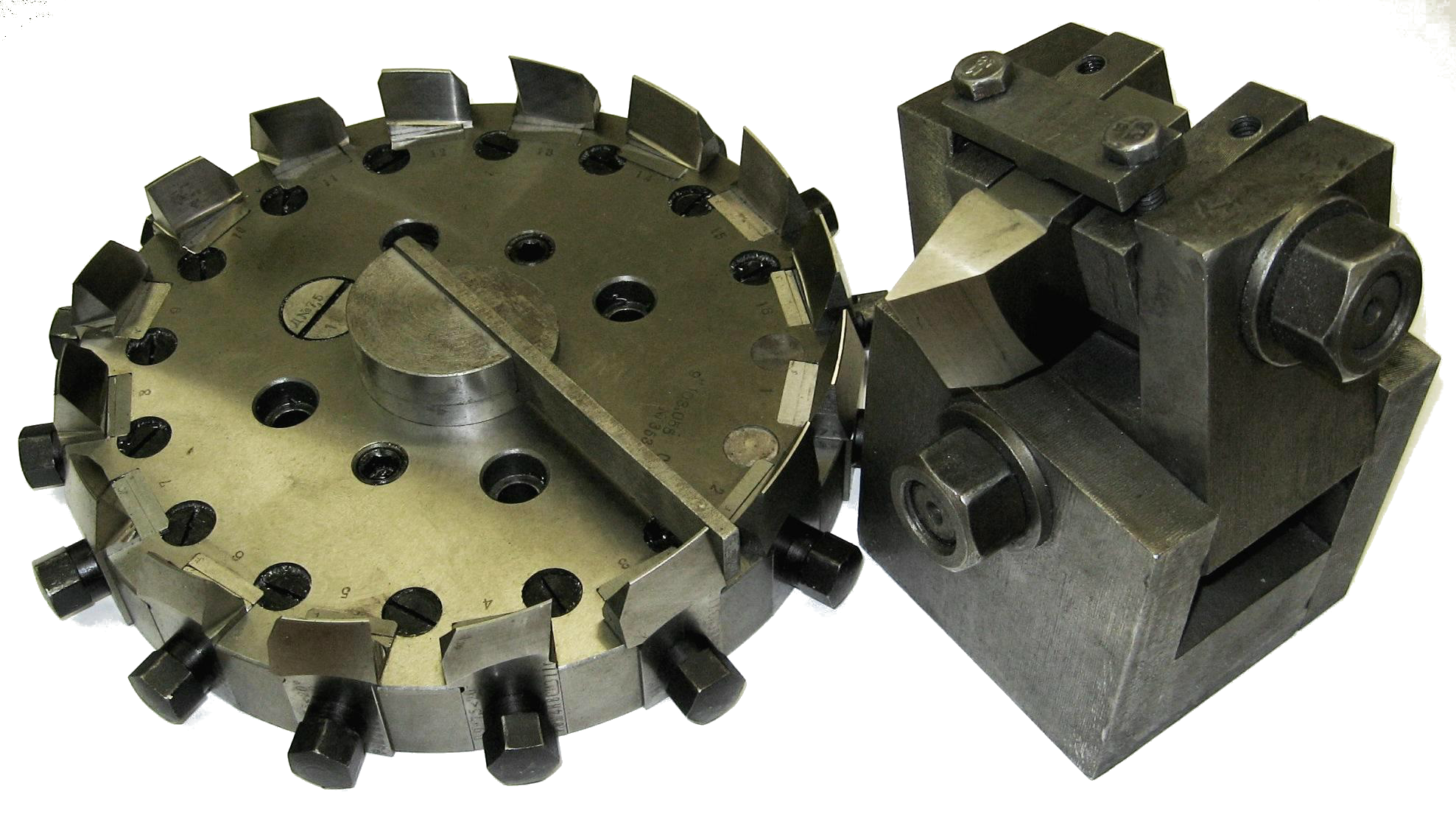
Заточка головок

В случае необходимости, (При отсутствии специального заточного станка или в результате его поломки) заточку Зуборезных головок можно вести на Плоскошлифовальных или обычных Заточных станках.
Предоставим комплект чертежей и инструкцию по заточке.